- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Wprowadzenie do półprzewodników trzeciej generacji: GaN i pokrewne technologie epitaksjalne
1. Półprzewodniki trzeciej generacji
(1) Półprzewodniki pierwszej generacji
Technologia półprzewodników pierwszej generacji opiera się na materiałach takich jak krzem (Si) i german (Ge). Materiały te położyły podwaliny pod technologię tranzystorów i układów scalonych (IC), które z kolei stworzyły podstawy XX-wiecznego przemysłu elektronicznego.
Materiały półprzewodnikowe drugiej generacji obejmują przede wszystkim arsenek galu (GaAs), fosforek indu (InP), fosforek galu (GaP), arsenek indu (InAs), arsenek glinu (AlAs) i ich trójskładnikowe związki. Materiały te stanowią podstawę optoelektronicznego przemysłu informacyjnego, który doprowadził do rozwoju branży oświetleniowej, wyświetlaczy, laserowej, fotowoltaicznej i innych pokrewnych branż. Są szeroko stosowane we współczesnych technologiach informatycznych i przemyśle wyświetlaczy optoelektronicznych.
(3) Półprzewodniki trzeciej generacji
Reprezentatywne materiały półprzewodników trzeciej generacji obejmują azotek galu (GaN) i węglik krzemu (SiC). Ze względu na szerokie pasmo wzbronione, dużą prędkość dryfu nasycenia elektronów, wysoką przewodność cieplną i duże pola elektryczne przebicia, materiały te idealnie nadają się do urządzeń elektronicznych o dużej gęstości mocy, wysokiej częstotliwości i niskich stratach. Urządzenia zasilające SiC charakteryzują się dużą gęstością energii, niskim zużyciem energii i niewielkimi rozmiarami, dzięki czemu nadają się do zastosowań w pojazdach elektrycznych, fotowoltaice, transporcie kolejowym i sektorach dużych zbiorów danych. Urządzenia GaN RF charakteryzują się wysoką częstotliwością, dużą mocą, szerokim pasmem, niskim zużyciem energii i niewielkimi rozmiarami, co jest korzystne w komunikacji 5G, Internecie rzeczy (IoT) i zastosowaniach radarów wojskowych. Ponadto urządzenia zasilające oparte na GaN są obecnie szeroko stosowane w zastosowaniach niskonapięciowych. Pojawiające się materiały z tlenku galu (Ga2O3) również wykazują potencjał uzupełnienia istniejących technologii SiC i GaN, zwłaszcza w zastosowaniach o niskiej częstotliwości i wysokim napięciu.
W porównaniu z materiałami półprzewodnikowymi drugiej generacji, materiały trzeciej generacji mają szersze pasmo wzbronione (typowy Si ma pasmo wzbronione około 1,1 eV, GaAs około 1,42 eV, podczas gdy GaN przekracza 2,3 eV), większą odporność na promieniowanie, wyższą wydajność przebicia pola elektrycznego i lepszą wytrzymałość na wysoką temperaturę. Te cechy sprawiają, że materiały półprzewodnikowe trzeciej generacji są szczególnie odpowiednie do urządzeń elektronicznych odpornych na promieniowanie, o wysokiej częstotliwości, dużej mocy i dużej gęstości integracji. Dokonują znaczących postępów w zakresie mikrofalowych urządzeń RF, diod LED, laserów i urządzeń zasilających i wykazują obiecujące perspektywy w zakresie komunikacji mobilnej, inteligentnych sieci, transportu kolejowego, pojazdów elektrycznych, elektroniki użytkowej oraz urządzeń emitujących światło ultrafioletowe i niebiesko-zielone[1].
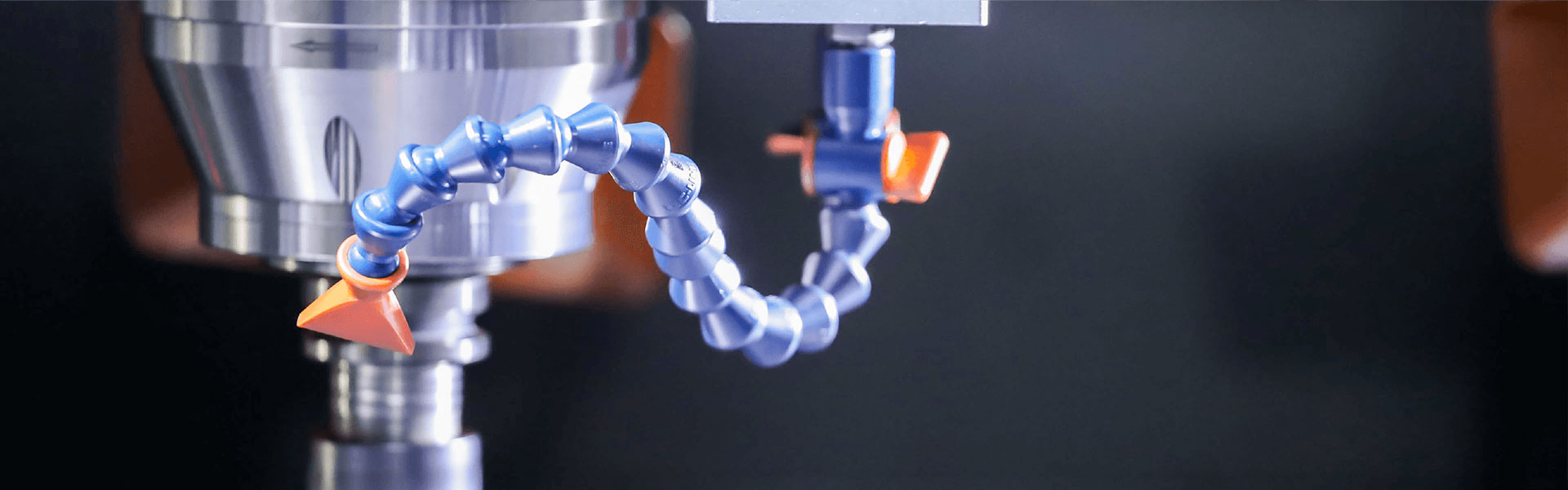
Rysunek 1: Wielkość rynku i prognoza dla urządzeń zasilających GaN
2. Struktura i charakterystyka GaN
Azotek galu (GaN) to półprzewodnik z bezpośrednim pasmem wzbronionym, którego przerwa wzbroniona wynosi około 3,26 eV w temperaturze pokojowej, w strukturze wurcytu. GaN występuje głównie w trzech strukturach krystalicznych: wurcycie, blendzie cynku i soli kamiennej. Najbardziej stabilna spośród nich jest struktura wurcytu.Rysunek 2 przedstawia sześciokątną strukturę wurcytu GaN. W strukturze wurcytu GaN należy do sześciokątnej konfiguracji zwartej. Każda komórka elementarna zawiera 12 atomów, w tym 6 atomów azotu (N) i 6 atomów galu (Ga). Każdy atom Ga (N) jest związany z 4 najbliższymi atomami N (Ga), tworząc sekwencję układania wzdłuż [0001] kierunku we wzorze ABABAB… [2].
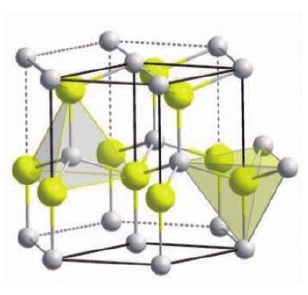
Rysunek 2: Struktura wurcytu ogniwa elementarnego GaN
Na pierwszy rzut oka homoepitaksja na podłożach GaN wydaje się optymalnym wyborem dla epitaksji GaN. Jednakże, ze względu na wysoką energię wiązania GaN, w jego temperaturze topnienia (2500°C), odpowiednie ciśnienie rozkładu wynosi około 4,5 GPa. Poniżej tego ciśnienia GaN nie topi się, lecz bezpośrednio ulega rozkładowi. To sprawia, że tradycyjne techniki przygotowania podłoża, takie jak metoda Czochralskiego, nie nadają się do przygotowania podłoży monokrystalicznych GaN. W rezultacie podłoża GaN są trudne w masowej produkcji i kosztowne. Dlatego powszechnie stosowanymi podłożami do epitaksji GaN są Si, SiC i szafir[3].
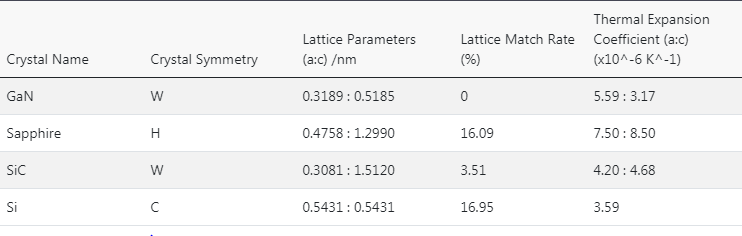
Rysunek 3: Parametry GaN i popularnych materiałów podłoża
(1) Epitaksja GaN na szafirze
Szafir jest stabilny chemicznie, niedrogi i charakteryzuje się wysokim stopniem dojrzałości w produkcji masowej, co czyni go jednym z najwcześniejszych i najczęściej stosowanych materiałów substratowych w inżynierii urządzeń półprzewodnikowych. Jako powszechne podłoże do epitaksji GaN, podłoża szafirowe muszą uwzględniać następujące kluczowe kwestie:
✔ Wysokie niedopasowanie sieci: Niedopasowanie sieci między szafirem (Al2O3) i GaN jest znaczne (około 15%), co prowadzi do dużej gęstości defektów na styku warstwy epitaksjalnej z podłożem. Aby złagodzić ten niekorzystny wpływ, podłoże przed rozpoczęciem procesu epitaksjalnego musi zostać poddane złożonej obróbce wstępnej. Obejmuje to dokładne czyszczenie w celu usunięcia zanieczyszczeń i pozostałości uszkodzeń po polerowaniu, tworzenie stopni i struktur powierzchni stopni, azotowanie powierzchni w celu zmiany właściwości zwilżających warstwy epitaksjalnej, a na koniec osadzenie cienkiej warstwy buforowej AlN (zwykle o grubości 10–100 nm), a następnie niskie - wyżarzanie temperaturowe w celu przygotowania do końcowego wzrostu epitaksjalnego. Pomimo tych działań gęstość dyslokacji w epitaksjalnych warstwach GaN hodowanych na podłożach szafirowych pozostaje wysoka (~10^10 cm^-2) w porównaniu z homoepitaksją na krzemie lub GaAs (gęstość dyslokacji od 0 do 102-104 cm^-2). Wysoka gęstość defektów zmniejsza mobilność nośników, skraca czas życia nośników mniejszościowych i zmniejsza przewodność cieplną, a wszystko to pogarsza działanie urządzenia[4].
✔ Niedopasowanie współczynnika rozszerzalności cieplnej: Szafir ma większy współczynnik rozszerzalności cieplnej niż GaN, co powoduje dwuosiowe naprężenie ściskające w warstwie epitaksjalnej podczas schładzania od temperatury osadzania do temperatury pokojowej. W przypadku grubszych folii epitaksjalnych naprężenie to może prowadzić do pękania folii lub nawet podłoża.
✔ Słaba przewodność cieplna: W porównaniu do innych podłoży szafir ma niższą przewodność cieplną (~0,25 Wcm^-1K^-1 w temperaturze 100°C), co jest niekorzystne z punktu widzenia rozpraszania ciepła.
✔ Niska przewodność elektryczna: Słaba przewodność elektryczna szafiru utrudnia jego integrację i zastosowanie z innymi urządzeniami półprzewodnikowymi.
Pomimo dużej gęstości defektów w warstwach epitaksjalnych GaN wyhodowanych na szafirze, jego właściwości optyczne i elektroniczne w niebiesko-zielonych diodach LED na bazie GaN nie wydają się znacząco zmniejszone. Dlatego podłoża szafirowe pozostają powszechne w diodach LED na bazie GaN. Jednakże w miarę rozwoju większej liczby urządzeń GaN, takich jak lasery i inne urządzenia o dużej mocy, nieodłączne ograniczenia podłoży szafirowych stają się coraz bardziej widoczne.
(2) Epitaksja GaN na SiC
W porównaniu z szafirem podłoża SiC (politypy 4H i 6H) mają mniejsze niedopasowanie sieci z warstwami epitaksjalnymi GaN (3,1% wzdłuż kierunku [0001]), wyższą przewodność cieplną (około 3,8 Wcm^-1K^-1) i przewodność elektryczna, która pozwala na tylne styki elektryczne, upraszczając konstrukcje urządzeń. Te zalety przyciągają coraz większą liczbę badaczy do badania epitaksji GaN na podłożach SiC. Jednakże bezpośredni wzrost warstw epitaksjalnych GaN na podłożach SiC również wiąże się z kilkoma wyzwaniami:
✔ Chropowatość powierzchni: Podłoża SiC mają znacznie wyższą chropowatość powierzchni niż podłoża szafirowe (0,1 nm RMS dla szafiru, 1 nm RMS dla SiC). Wysoka twardość i słaba skrawalność SiC przyczyniają się do tej chropowatości i szczątkowych uszkodzeń po polerowaniu, które są źródłem defektów w warstwach epitaksjalnych GaN.
✔ Wysoka gęstość dyslokacji gwintu: Podłoża SiC charakteryzują się dużą gęstością dyslokacji gwintu (103-104 cm^-2), która może rozprzestrzeniać się w warstwie epitaksjalnej GaN i pogarszać wydajność urządzenia.
✔ Błędy układania: Układ atomów na powierzchni podłoża może powodować błędy układania (BSF) w warstwach epitaksjalnych GaN. Wiele możliwych układów atomów na podłożu SiC prowadzi do niejednorodnych początkowych sekwencji ułożenia atomów w warstwie GaN, zwiększając prawdopodobieństwo wystąpienia błędów ułożenia. BSF wzdłuż osi c wprowadzają wbudowane pola elektryczne, powodując separację nośników i problemy z wyciekami w urządzeniach.
✔ Niedopasowanie współczynnika rozszerzalności cieplnej: Współczynnik rozszerzalności cieplnej SiC jest mniejszy niż AlN i GaN, co prowadzi do akumulacji naprężeń termicznych pomiędzy warstwą epitaksjalną a podłożem podczas chłodzenia. Badania Waltereita i Branda sugerują, że problem ten można złagodzić, hodując epitaksjalną warstwę GaN na cienkiej, spójnie naprężonej warstwie zarodkowania AlN.
✔ Słabe zwilżenie atomów Ga: Bezpośredni wzrost GaN na powierzchniach SiC jest trudny ze względu na słabe zwilżenie atomów Ga. GaN ma tendencję do wzrostu w trybie wyspowym 3D, dlatego wprowadzenie warstw buforowych jest powszechnym rozwiązaniem poprawiającym jakość materiałów epitaksjalnych. Wprowadzenie warstw buforowych AlN lub AlxGa1-xN może poprawić zwilżanie powierzchni SiC, promując dwuwymiarowy wzrost warstwy epitaksjalnej GaN i działając w celu modulowania naprężeń i blokowania rozprzestrzeniania się defektów podłoża w warstwie GaN.
✔ Wysokie koszty i ograniczona podaż: Technologia przygotowania podłoża SiC jest niedojrzała, co prowadzi do wysokich kosztów podłoża i ograniczonej podaży od kilku dostawców.
Badania Torresa i in. wskazuje, że wstępne trawienie podłoży SiC za pomocą H2 w wysokich temperaturach (1600°C) tworzy bardziej uporządkowane struktury schodkowe, w wyniku czego powstają folie epitaksjalne AlN o wyższej jakości w porównaniu z tymi, które rosną bezpośrednio na nieobrobionych podłożach. Xie i jego zespół wykazali również, że wstępna obróbka trawiąca podłoży SiC znacząco poprawia morfologię powierzchni i jakość kryształów warstw epitaksjalnych GaN. Smith i in. odkryli, że przemieszczenia gwintowe na granicy faz podłoże/warstwa buforowa i warstwa buforowa/warstwa epitaksjalna są powiązane z płaskością podłoża [5].
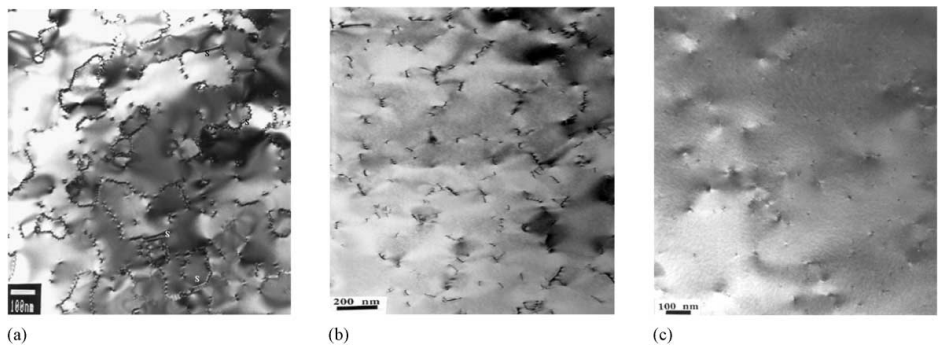
Figura 4: Morfologia TEM epitaksjalnych warstw GaN wyhodowanych na (0001) powierzchni podłoża 6H-SiC pod różnymi sposobami obróbki powierzchni: (a) czyszczenie chemiczne; (b) Czyszczenie chemiczne + obróbka plazmą wodorową; © Czyszczenie chemiczne + Obróbka plazmą wodorową + Termiczna obróbka wodorowa w temperaturze 1300°C przez 30 min
(3) Epitaksja GaN na Si
W porównaniu z podłożami SiC i szafirami, podłoża krzemowe charakteryzują się dojrzałymi procesami przygotowania, stabilnym dostarczaniem substratów wielkogabarytowych, opłacalnością oraz doskonałą przewodnością cieplną i elektryczną. Ponadto dojrzała technologia krzemowych urządzeń elektronicznych oferuje potencjał doskonałej integracji optoelektronicznych urządzeń GaN z krzemowymi urządzeniami elektronicznymi, dzięki czemu epitaksja GaN na krzemie jest bardzo atrakcyjna. Jednakże znaczne niedopasowanie stałych sieci między podłożami Si i materiałami GaN stwarza kilka wyzwań.
✔ Problemy z energią interfejsu: Kiedy GaN rośnie na podłożach Si, powierzchnia Si najpierw tworzy amorficzną warstwę SiNx, co jest szkodliwe dla zarodkowania GaN o dużej gęstości. Dodatkowo powierzchnie Si początkowo reagują z Ga, powodując korozję powierzchniową, a w wysokich temperaturach rozkład powierzchni Si może dyfundować do warstwy epitaksjalnej GaN, tworząc czarne plamy krzemu.
✔ Niedopasowanie sieci: Duże niedopasowanie stałych sieci sieciowej (~17%) pomiędzy GaN i Si powoduje dyslokacje gwintów o dużej gęstości, znacznie obniżając jakość warstwy epitaksjalnej.
✔ Niedopasowanie współczynnika rozszerzalności cieplnej: GaN ma większy współczynnik rozszerzalności cieplnej niż Si (GaN ~5,6×10^-6 K^-1, Si ~2,6×10^-6 K^-1), co może powodować pęknięcia GaN warstwę epitaksjalną podczas chłodzenia od temperatury wzrostu epitaksjalnego do temperatury pokojowej.
✔ Reakcje w wysokiej temperaturze: Si reaguje z NH3 w wysokich temperaturach, tworząc polikrystaliczny SiNx. AlN nie może preferencyjnie zarodkować na polikrystalicznym SiNx, co prowadzi do wysoce zdezorientowanego wzrostu GaN z bardzo dużą gęstością defektów, co utrudnia tworzenie warstw epitaksjalnych monokrystalicznego GaN [6].
Aby zaradzić dużemu niedopasowaniu sieci, badacze podjęli próbę wprowadzenia materiałów takich jak AlAs, GaAs, AlN, GaN, ZnO i SiC jako warstw buforowych na podłożach Si. Aby zapobiec tworzeniu się polikrystalicznego SiNx i zmniejszyć jego niekorzystny wpływ na jakość kryształów GaN/AlN/Si (111), TMal zwykle wprowadza się przed epitaksjalnym wzrostem warstwy buforowej AlN, aby zapobiec reakcji NH3 z odsłoniętą powierzchnią Si. Dodatkowo w celu poprawy jakości warstwy epitaksjalnej wykorzystuje się techniki takie jak podłoża wzorzyste. Te osiągnięcia pomagają powstrzymać powstawanie SiNx na powierzchni styku epitaksjalnego, sprzyjają dwuwymiarowemu wzrostowi warstwy epitaksjalnej GaN i poprawiają jakość wzrostu. Wprowadzenie warstw buforowych AlN kompensuje naprężenia rozciągające spowodowane różnicami współczynników rozszerzalności cieplnej, zapobiegając pęknięciom warstwy GaN na podłożach krzemowych. Badania Krosta wskazują na dodatnią korelację pomiędzy grubością warstwy buforowej AlN a zmniejszonym odkształceniem, pozwalającym na wzrost warstw epitaksjalnych o grubości powyżej 6 µm na podłożach krzemowych bez pękania, poprzez odpowiednie schematy wzrostu.
Dzięki szeroko zakrojonym pracom badawczym znacząco poprawiła się jakość warstw epitaksjalnych GaN wyhodowanych na podłożach krzemowych. Tranzystory polowe, detektory ultrafioletu z barierą Schottky'ego, niebiesko-zielone diody LED i lasery ultrafioletowe poczyniły znaczne postępy.
Podsumowując, wszystkie popularne podłoża epitaksjalne GaN są heteroepitaksjalne, charakteryzujące się różnym stopniem niedopasowania sieci i różnicami współczynnika rozszerzalności cieplnej. Ograniczenia homoepitaksjalnych podłoży GaN wynikają z niedojrzałej technologii, wysokich kosztów produkcji, małych rozmiarów podłoża i nieoptymalnej jakości, co powoduje rozwój nowych podłoży epitaksjalnych GaN i poprawę jakości epitaksjalnej czynników krytycznych dla dalszego rozwoju przemysłu.
4. Wspólne metody epitaksji GaN
(1) MOCVD (chemiczne osadzanie z fazy gazowej metali i organicznych)
Chociaż homoepitaksja na podłożach GaN wydaje się optymalnym wyborem dla epitaksji GaN, chemiczne osadzanie z fazy gazowej metali organicznych (MOCVD) oferuje znaczące korzyści. Wykorzystując trimetylogal i amoniak jako prekursory oraz wodór jako gaz nośny, MOCVD zazwyczaj działa w temperaturach wzrostu około 1000-1100°C. Szybkość wzrostu MOCVD mieści się w zakresie kilku mikrometrów na godzinę. Metoda ta może wytwarzać atomowo ostre interfejsy, co czyni ją idealną do hodowli heterozłączy, studni kwantowych i supersieci. Jej stosunkowo duża prędkość wzrostu, doskonała jednorodność i przydatność do hodowli wielkopowierzchniowej i wielowarstwowej sprawiają, że jest to standardowa metoda produkcji przemysłowej.
(2) MBE (epitaksja z wiązek molekularnych)
W epitaksji z wiązek molekularnych (MBE) galu wykorzystuje się źródła pierwiastkowe, a aktywny azot jest wytwarzany za pomocą plazmy RF z gazowego azotu. W porównaniu do MOCVD, MBE działa w znacznie niższych temperaturach wzrostu, około 350-400°C. Ta niższa temperatura pozwala uniknąć niektórych problemów związanych z zanieczyszczeniem, które mogą pojawić się w środowiskach o wysokiej temperaturze. Systemy MBE działają w warunkach bardzo wysokiej próżni, co pozwala na integrację większej liczby technik monitorowania na miejscu. Jednakże tempo wzrostu i zdolność produkcyjna MBE nie są w stanie dorównać MOCVD, co czyni go bardziej odpowiednim do zastosowań badawczych[7].

Rysunek 5: (a) Schemat Eiko-MBE (b) Schemat głównej komory reakcyjnej MBE
(3) HVPE (epitaksja w fazie gazowej wodorku)
Wodorkowa epitaksja z fazy gazowej (HVPE) wykorzystuje GaCl3 i NH3 jako prekursory. Detchprohm i in. wykorzystał tę metodę do wyhodowania warstw epitaksjalnych GaN o grubości kilkuset mikrometrów na podłożach szafirowych. W ich eksperymentach pomiędzy podłożem szafirowym a warstwą epitaksjalną wyhodowano warstwę buforową ZnO, umożliwiając odklejenie warstwy epitaksjalnej od powierzchni podłoża. W porównaniu z MOCVD i MBE, główną zaletą HVPE jest jego duża szybkość wzrostu, dzięki czemu nadaje się do produkcji grubych warstw i materiałów sypkich. Jednakże, gdy grubość warstwy epitaksjalnej przekracza 20 μm, warstwy wyhodowane za pomocą HVPE są podatne na pękanie.
Akira USUI wprowadziła technologię podłoża wzorzystego opartą na metodzie HVPE. Początkowo na podłożu szafirowym przy użyciu MOCVD hodowano cienką warstwę epitaksjalną GaN o grubości 1-1,5 μm. Warstwa ta składała się z niskotemperaturowej warstwy buforowej GaN o grubości 20 nm i wysokotemperaturowej warstwy GaN. Następnie w temperaturze 430°C na powierzchnię warstwy epitaksjalnej osadzono warstwę SiO2, a na folii SiO2 metodą fotolitografii utworzono paski okienne. Odstęp między paskami wynosił 7 μm, a szerokość maski wahała się od 1 μm do 4 μm. Modyfikacja ta umożliwiła wytworzenie warstw epitaksjalnych GaN na podłożach szafirowych o średnicy 2 cali, które pozostały wolne od pęknięć i lustrzanie gładkie nawet przy wzroście grubości do dziesiątek, a nawet setek mikrometrów. Gęstość defektów zmniejszono z tradycyjnej metody HVPE wynoszącej 109-1010 cm^-2 do około 6×10^7 cm^-2. Zauważyli również, że powierzchnia próbki stawała się szorstka, gdy tempo wzrostu przekraczało 75 μm/h[8].
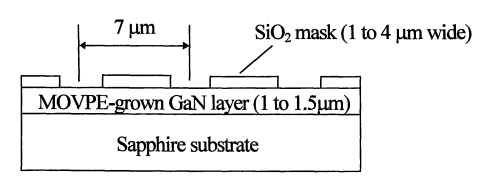
Rysunek 6: Schemat wzorzystego podłoża
5. Podsumowanie i perspektywy
Ogromny popyt rynkowy niewątpliwie przyczyni się do znacznego postępu w branżach i technologiach związanych z GaN. W miarę dojrzewania i ulepszania łańcucha przemysłowego GaN obecne wyzwania związane z epitaksją GaN zostaną ostatecznie złagodzone lub pokonane. Przyszły rozwój prawdopodobnie wprowadzi nowe techniki epitaksjalne i lepsze opcje substratów. Postęp ten umożliwi wybór najodpowiedniejszej technologii epitaksjalnej i podłoża w oparciu o charakterystykę różnych scenariuszy zastosowań, co doprowadzi do wytworzenia wysoce konkurencyjnych, dostosowanych do indywidualnych potrzeb produktów.**
Bibliografia:
[1] „Uwaga” materiał półprzewodnikowy – azotek galu (baidu.com)
[2] Tang Linjiang, Wan Chengan, Zhang Minghua, Li Ying, Stan badań materiałów półprzewodnikowych o szerokiej przerwie energetycznej SiC i GaN, Wojskowe i cywilne technologie i produkty podwójnego zastosowania, marzec 2020, wydanie 437, 21–28.
[3] Wang Huan, Tian Ye, Badania nad metodą kontroli dużego niedopasowania naprężenia azotku galu na podłożu krzemowym, Science and Technology Innovation and Application, wydanie 3, 2023
[4]L.Liu, J.H.Edgar, Substrates for gallium azotride epitaxy, Materialss Science and Engineering R, 37(2002) 61-127.
[5] P.Ruterana, Philippe Vermaut, G.Nouet, A.Salvador, H.Morkoc, Obróbka powierzchniowa i struktura warstwowa we wzroście 2H-GaN na powierzchni (0001)Si of 6H-SiC przez MBE, MRS Internet J. Półprzewodnik azotkowy. Rez. 2(1997) 42.
[6]M.A.Sanchez-Garcia, F.B. Naranjo, J.L.Pau, A.Jimenez, E.Calleja, E.Munoz, Elektroluminescencja ultrafioletowa w diodach elektroluminescencyjnych z pojedynczym heterozłączem GaN/AlGaN uprawianych na Si (111), Journal of Applied Physics 87,1569 (2000).
[7] Xinqiang Wang, Akihiko Yoshikawa, Wzrost epitaksji z wiązki molekularnej GaN, AlN i InN, Progress in Crystal Growth and Characterization of Materials 48/49 (2004) 42-103.
[8] Akira Usui, Haruo Sunakawa, Akira Sakai i A. atsushi Yamaguchi, Gruby wzrost epitaksjalny GaN z niską gęstością dyslokacji przez epitaksję z fazy gazowej wodorku, Jpn. J.Aplikacja Fiz. Tom. 36 (1997), s. 899-902.