- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Zrozumienie całego procesu wytwarzania urządzeń półprzewodnikowych
1. Fotolitografia
Fotolitografia, często kojarzona z generowaniem wzorów, jest jedną z najważniejszych sił napędowych szybkiego rozwoju technologii półprzewodników, wywodzącej się z procesów wytwarzania klisz fotograficznych w druku. Technika ta pozwala na przedstawienie dowolnego wzoru w skali mikro lub nano przy użyciu fotomaski, a w połączeniu z innymi technologiami procesowymi przenosi te wzory na materiały, realizując różne projekty i koncepcje materiałów i urządzeń półprzewodnikowych. Źródło światła stosowane w fotolitografii bezpośrednio wpływa na precyzję wzorów, przy czym dostępne są opcje od ultrafioletu, głębokiego ultrafioletu, po promieniowanie rentgenowskie i wiązki elektronów, z których każda odpowiada rosnącemu poziomowi wierności wzoru we wspomnianej kolejności.
Standardowy przebieg procesu fotolitografii obejmuje przygotowanie powierzchni, przyczepność, miękkie wypalanie, naświetlanie, wypalanie po naświetleniu, wywoływanie, utwardzanie i kontrolę.
Obróbka powierzchniowa jest konieczna, ponieważ podłoża zazwyczaj absorbują cząsteczki H2O z powietrza, co jest szkodliwe dla fotolitografii. Dlatego też podłoża początkowo poddawane są procesowi odwadniania poprzez wypiekanie.
W przypadku podłoży hydrofilowych ich adhezja do hydrofobowego fotomaski jest niewystarczająca, co może powodować odrywanie fotorezystu lub niewspółosiowość wzoru, co powoduje potrzebę stosowania promotora przyczepności. Obecnie szeroko stosowanymi środkami zwiększającymi przyczepność są heksametylodisilazan (HMDS) i tri-metylosililo-dietyloamina (TMSDEA).
Po obróbce powierzchni rozpoczyna się nakładanie fotorezystu. Grubość nałożonej fotomaski jest związana nie tylko z jej lepkością, ale ma na nią również wpływ prędkość powlekania wirowego, generalnie odwrotnie proporcjonalna do pierwiastka kwadratowego prędkości wirowania. Po pokryciu przeprowadza się miękkie wypalanie w celu odparowania rozpuszczalnika z fotomaski, poprawiając przyczepność w procesie znanym jako wypalanie wstępne.
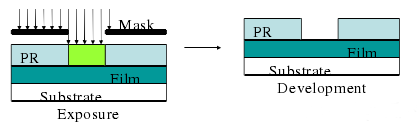
Po zakończeniu tych etapów następuje ekspozycja. Fotomaski dzieli się na pozytywne i negatywne, o przeciwnych właściwościach po naświetleniu.
Weźmy na przykład fotomaskę pozytywową, w której nienaświetlony fotomaska jest nierozpuszczalny w wywoływaczu, ale staje się rozpuszczalny po naświetleniu. Podczas naświetlania źródło światła przechodząc przez wzorzystą maskę oświetla powlekane podłoże, tworząc wzór na fotomasce. Zazwyczaj podłoże należy wyrównać z maską przed naświetlaniem, aby precyzyjnie kontrolować pozycję naświetlania. Należy ściśle kontrolować czas ekspozycji, aby zapobiec zniekształceniu wzoru. Po ekspozycji może być konieczne dodatkowe wypalanie w celu złagodzenia skutków fali stojącej, chociaż ten krok jest opcjonalny i można go ominąć na rzecz bezpośredniego rozwoju. Wywoływanie rozpuszcza odsłonięty fotorezyst, dokładnie przenosząc wzór maski na warstwę fotorezystu. Czas opracowania jest również krytyczny — zbyt krótki prowadzi do niepełnego rozwoju, zbyt długi powoduje zniekształcenie wzorca.
Następnie twarde wypalanie wzmacnia przyczepność folii fotorezystu do podłoża i poprawia jej odporność na trawienie. Temperatura wypieku twardego jest na ogół nieco wyższa niż temperatura wypieku wstępnego.
Na koniec kontrola mikroskopowa sprawdza, czy wzór jest zgodny z oczekiwaniami. Po przeniesieniu wzoru na materiał innymi procesami fotomaska spełniła swoje zadanie i należy ją usunąć. Metody usuwania obejmują mokrą (przy użyciu silnych rozpuszczalników organicznych, takich jak aceton) i suchą (przy użyciu plazmy tlenowej do wytrawiania warstwy).
2. Techniki dopingowe
Domieszkowanie jest niezbędne w technologii półprzewodników, zmieniając w razie potrzeby właściwości elektryczne materiałów półprzewodnikowych. Powszechnie stosowane metody domieszkowania obejmują dyfuzję termiczną i implantację jonów.
(1) Implantacja jonów
Implantacja jonów domieszkuje podłoże półprzewodnikowe, bombardując je jonami o wysokiej energii. W porównaniu do dyfuzji termicznej ma wiele zalet. Jony wyselekcjonowane za pomocą analizatora mas zapewniają wysoką czystość domieszkowania. Przez cały okres implantacji podłoże pozostaje w temperaturze pokojowej lub nieco wyższej. Można zastosować wiele folii maskujących, takich jak dwutlenek krzemu (SiO2), azotek krzemu (Si3N4) i fotomaska, zapewniając dużą elastyczność w przypadku technik samonastawnych masek. Dawki implantu są precyzyjnie kontrolowane, a rozkład wszczepionych jonów zanieczyszczeń jest równomierny w tej samej płaszczyźnie, co zapewnia wysoką powtarzalność.
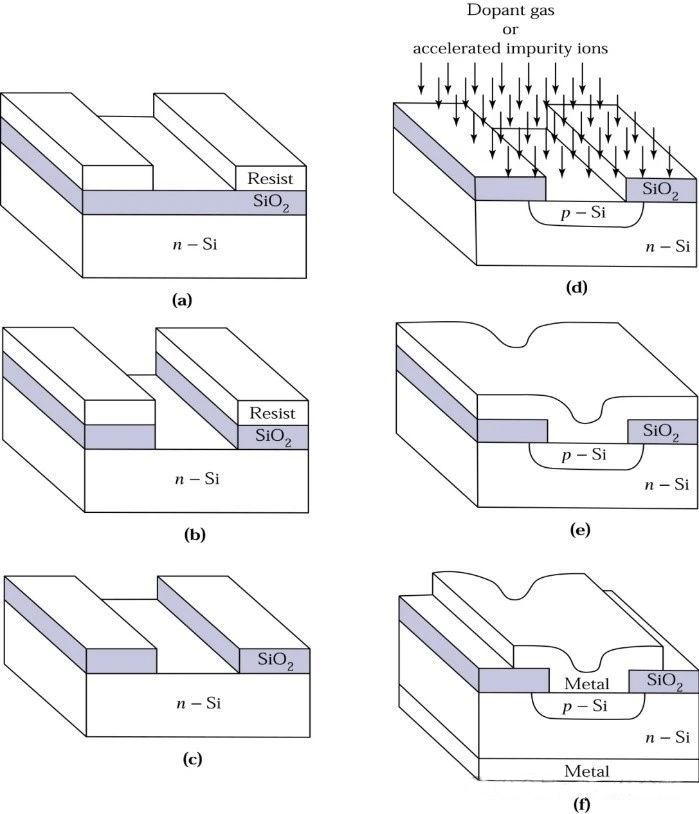
Głębokość implantacji zależy od energii jonów. Regulując energię i dawkę, można manipulować rozkładem jonów zanieczyszczeń w podłożu po implantacji. Można przeprowadzać wiele implantacji według różnych schematów w sposób ciągły, aby uzyskać różne profile zanieczyszczeń. Warto zauważyć, że w podłożach monokrystalicznych, jeśli kierunek implantacji jest równoległy do kierunku krystalograficznego, występują efekty kanałowe — niektóre jony będą przemieszczać się wzdłuż kanałów, co utrudnia kontrolę głębokości.
Aby zapobiec tworzeniu się kanałów, implantację przeprowadza się zazwyczaj pod kątem około 7° do głównej osi podłoża monokrystalicznego lub przez pokrycie podłoża warstwą amorficzną.
Jednakże implantacja jonów może znacząco uszkodzić strukturę krystaliczną podłoża. Jony o wysokiej energii po zderzeniu przekazują energię jąderom i elektronom podłoża, powodując ich opuszczenie sieci i utworzenie par defektów śródmiąższowych-pustych. W ciężkich przypadkach struktura krystaliczna w niektórych obszarach może zostać zniszczona, tworząc strefy amorficzne.
Uszkodzenia sieci w dużym stopniu wpływają na właściwości elektryczne materiału półprzewodnikowego, takie jak zmniejszenie ruchliwości nośników lub żywotność nośników nierównowagowych. Co najważniejsze, większość wszczepionych zanieczyszczeń zajmuje nieregularne miejsca śródmiąższowe, nie tworząc skutecznego domieszkowania. Dlatego też niezbędna jest naprawa uszkodzeń sieci poimplantacyjnej i elektryczna aktywacja zanieczyszczeń.
(2)Szybka obróbka termiczna (RTP)
Wyżarzanie termiczne jest najskuteczniejszą metodą naprawy uszkodzeń sieci spowodowanych implantacją jonów i zanieczyszczeniami aktywującymi elektrycznie. W wysokich temperaturach pary defektów międzywęzłowych i pustych w sieci krystalicznej podłoża łączą się ponownie i znikają; obszary amorficzne będą również rekrystalizować z granicy z obszarami monokryształów poprzez epitaksję w fazie stałej. Aby zapobiec utlenianiu się materiału podłoża w wysokich temperaturach, wyżarzanie termiczne należy przeprowadzać w próżni lub atmosferze gazu obojętnego. Tradycyjne wyżarzanie zajmuje dużo czasu i może powodować znaczną redystrybucję zanieczyszczeń w wyniku dyfuzji.
NadejścieTechnologia RTProzwiązuje ten problem, w dużej mierze realizując naprawę uszkodzeń sieci i aktywację zanieczyszczeń w skróconym czasie wyżarzania.
W zależności od źródła ciepła,RTPdzieli się na kilka typów: skanowanie wiązką elektronów, pulsacyjne wiązki elektronów i jonów, lasery impulsowe, lasery o fali ciągłej i szerokopasmowe niespójne źródła światła (lampy halogenowe, grzejniki grafitowe, lampy łukowe), przy czym te ostatnie są najczęściej stosowane. Źródła te potrafią w jednej chwili ogrzać podłoże do wymaganej temperatury, kończąc wyżarzanie w krótkim czasie i skutecznie ograniczając dyfuzję zanieczyszczeń.
3. Techniki osadzania błony
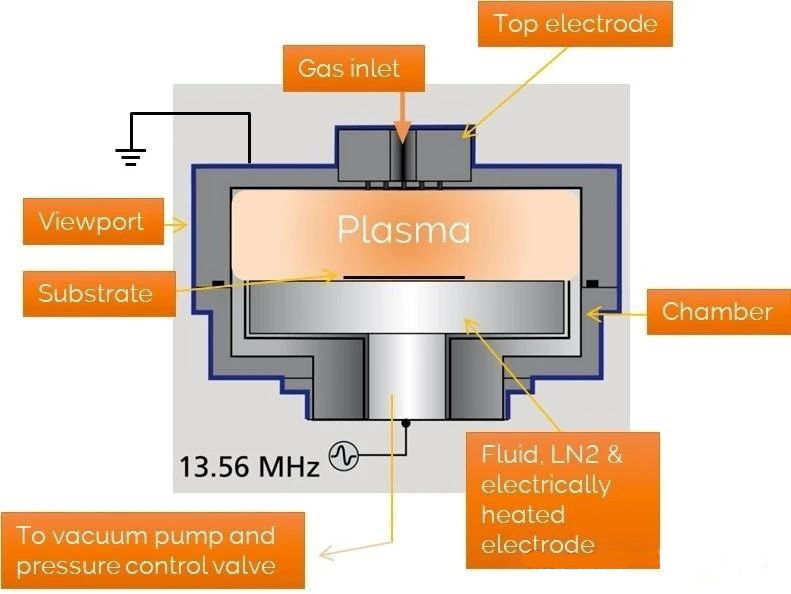
(1) Chemiczne osadzanie z fazy gazowej wspomagane plazmą (PECVD)
PECVD to jedna z technik chemicznego osadzania z fazy gazowej (CVD) służąca do osadzania folii, a pozostałe dwie to CVD pod ciśnieniem atmosferycznym (APCVD) i CVD pod niskim ciśnieniem (LPCVD).
Obecnie PECVD jest najpowszechniej stosowanym spośród trzech typów. Wykorzystuje plazmę o częstotliwości radiowej (RF) do inicjowania i podtrzymywania reakcji chemicznych w stosunkowo niskich temperaturach, ułatwiając w ten sposób osadzanie folii w niskiej temperaturze z dużą szybkością osadzania. Schemat jego wyposażenia jest zgodny z ilustracją.
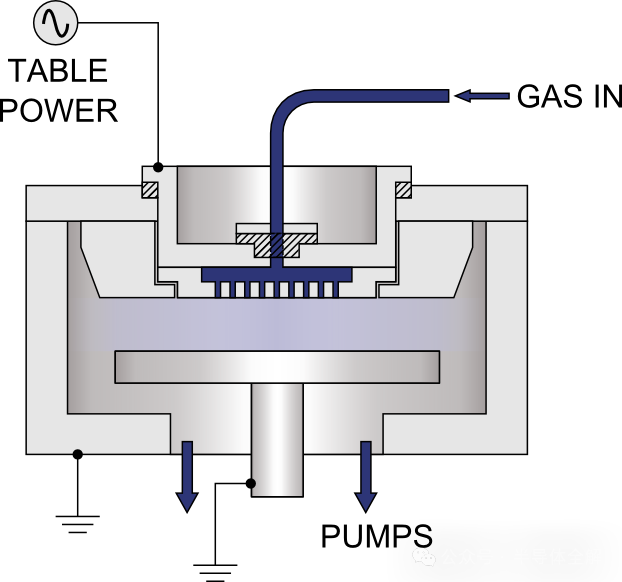
Folie wytworzone tą metodą wykazują wyjątkową przyczepność i właściwości elektryczne, minimalną mikroporowatość, wysoką jednorodność i solidne możliwości wypełniania na małą skalę. Czynniki wpływające na jakość osadzania PECVD obejmują temperaturę podłoża, natężenie przepływu gazu, ciśnienie, moc RF i częstotliwość.
(2) Rozpylanie
Rozpylanie jest metodą fizycznego osadzania z fazy gazowej (PVD). Naładowane jony (zwykle jony argonu, Ar+) są przyspieszane w polu elektrycznym, uzyskując energię kinetyczną. Są one kierowane w stronę materiału docelowego, zderzając się z cząsteczkami docelowymi, powodując ich przemieszczanie się i rozpryskiwanie. Cząsteczki te posiadają również znaczną energię kinetyczną i poruszają się w kierunku podłoża, osadzając się na nim.
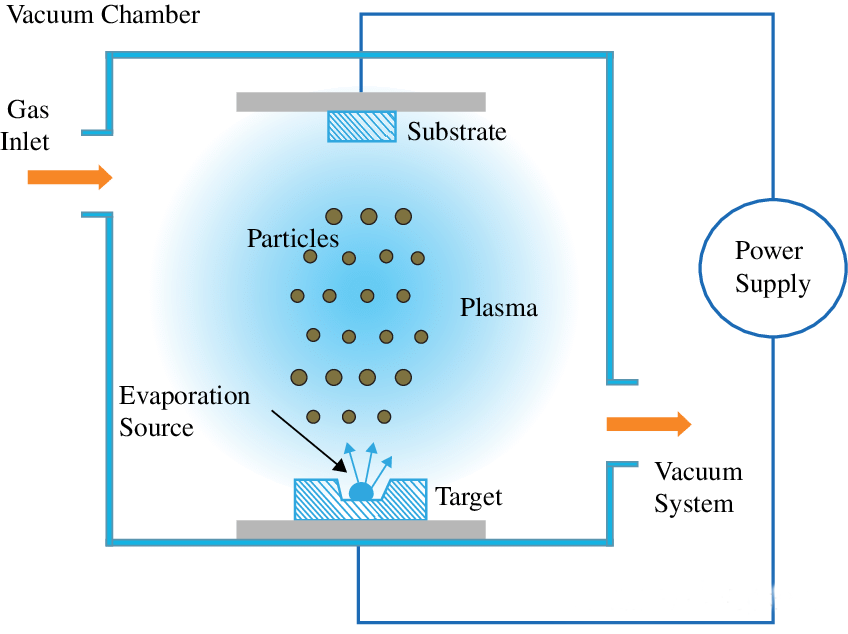
Typowo stosowane źródła zasilania metodą rozpylania obejmują prąd stały (DC) i częstotliwość radiową (RF), gdzie rozpylanie DC ma bezpośrednie zastosowanie do materiałów przewodzących, takich jak metale, podczas gdy materiały izolacyjne wymagają rozpylania RF do osadzania folii.
Konwencjonalne napylanie katodowe charakteryzuje się niskimi szybkościami osadzania i wysokimi ciśnieniami roboczymi, co skutkuje niższą jakością powłoki. Rozpylanie magnetronowe rozwiązuje te problemy w bardziej idealny sposób. Wykorzystuje zewnętrzne pole magnetyczne do zmiany liniowej trajektorii jonów na ścieżkę śrubową wokół kierunku pola magnetycznego, wydłużając ich ścieżkę i poprawiając skuteczność zderzeń z cząsteczkami docelowymi, zwiększając w ten sposób wydajność rozpylania. Skutkuje to zwiększoną szybkością osadzania, zmniejszonym ciśnieniem roboczym i znacznie poprawioną jakością folii.
4. Trawienie Techniki
Trawienie dzieli się na tryby suche i mokre, nazwane odpowiednio ze względu na zastosowanie (lub brak) określonych rozwiązań.
Zazwyczaj wytrawianie wymaga przygotowania warstwy maski (którą może być bezpośrednio fotomaska) w celu ochrony obszarów nieprzeznaczonych do wytrawiania.
(1) Trawienie na sucho
Typowe typy suchego trawienia obejmująTrawienie plazmą indukcyjnie sprzężoną (ICP)., trawienie wiązką jonów (IBE) i trawienie jonami reaktywnymi (RIE).
Podczas trawienia ICP plazma wytwarzana w wyniku wyładowania jarzeniowego zawiera wiele wysoce aktywnych chemicznie wolnych rodników (wolne atomy, cząsteczki lub grupy atomowe), które reagują chemicznie z materiałem docelowym, tworząc lotne produkty, powodując w ten sposób wytrawienie.
IBE wykorzystuje jony o wysokiej energii (zjonizowane z gazów obojętnych) do bezpośredniego bombardowania powierzchni materiału docelowego w celu wytrawienia, co stanowi proces fizyczny.
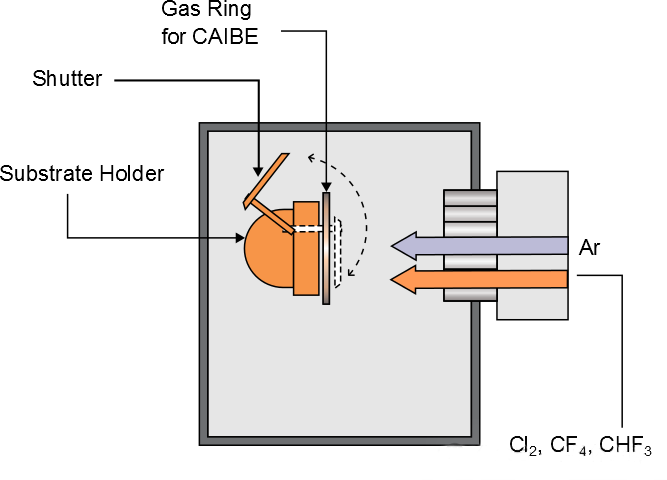
RIE uważa się za kombinację dwóch poprzednich, zastępując gaz obojętny używany w IBE gazem wykorzystywanym w trawieniu ICP, tworząc w ten sposób RIE.
W przypadku trawienia na sucho szybkość trawienia pionowego znacznie przekracza szybkość trawienia poprzecznego, tj. Ma wysoki współczynnik kształtu, co pozwala na precyzyjną replikację wzoru maski. Jednakże trawienie na sucho powoduje również wytrawienie warstwy maski, wykazując gorszą selektywność (stosunek szybkości trawienia materiału docelowego do warstwy maski), szczególnie w przypadku IBE, który może nieselektywnie trawić powierzchnię materiału.
(2) Trawienie na mokro
Trawienie na mokro oznacza metodę trawienia osiąganą poprzez zanurzenie materiału docelowego w roztworze (trawiaczu), który wchodzi z nim w reakcję chemiczną.
Ta metoda trawienia jest prosta, opłacalna i wykazuje dobrą selektywność, ale ma niski współczynnik kształtu. Materiał pod krawędziami maski może ulec korozji, przez co jest mniej precyzyjny niż trawienie na sucho. Aby złagodzić negatywne skutki niskiego współczynnika kształtu, należy wybrać odpowiednie tempo trawienia. Czynniki wpływające na szybkość trawienia obejmują stężenie wytrawiacza, czas wytrawiania i temperaturę wytrawiacza.**
Poprzedni:Trudność w przygotowaniu podłoży SiC